Шоссейный гоночный велосипед Харьковского велозавода

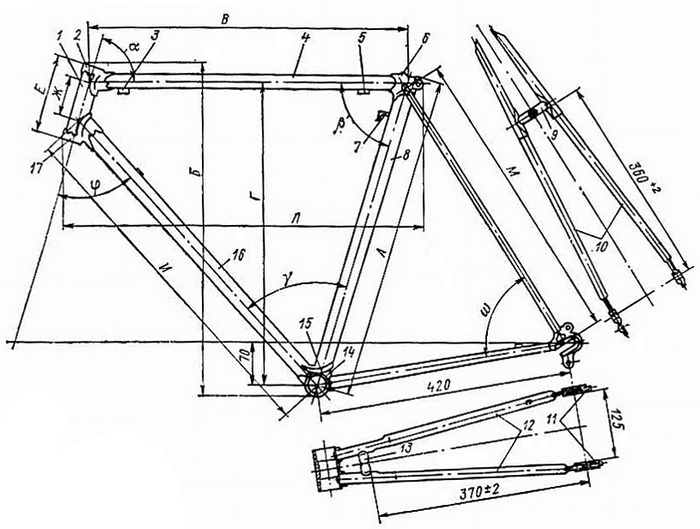
Рама велосипеда (рис. 3.2) состоит из собственно остова и задней вилки.
Остов рамы — плоский четырехугольник из стальных труб, связанных в углах жесткими узлами и расположенных под углами α, β, ү, φ, ω. В состав остова входят: головная У, верхняя 4, нижняя 16 и подседельная 8 трубы; верхний 2, нижний 17 и подседельный 6 узлы головки; каретка 14; две направляющие скобы 15 для тросов заднего и переднего переключателей; упоры 3 и 5 для троса заднего тормоза; стойка 7 для крепления насоса. Трубные детали изготовляют из стали 30ХМА, узловые детали — из стали 30Л.
Задняя вилка образует с подседельной трубой два жестких треугольника в двух плоскостях, расположенных под некоторым углом к плоскости остова рамы. В состав задней вилки входят: две подседельные стойки 10, два пера вилки 12, левый и правый наконечники 11, верхний 9 и нижний 13 мостики. Трубные детали изготовляют из стали ЗОХМА, наконечники — из стали 10.
Геометрия рамы шоссейного гоночного велосипеда модели В-552И определяется совокупностью линейных и угловых размеров (табл. 3.1), зависящих от основного потребительского размера А — высоты подседельной трубы, определяемой антропометрическими данными гонщика: А ≈ H — l1 — h1 — h2, где Н — длина вертела СНКГ; l1 — длина кривошипа; h1 — высота седла; h ≈ 100 мм — длина подседельного пальца.
Маршрутная технология изготовления рамы предусматривает предварительную операцию получения заготовок, последующую механическую обработку комплектующих деталей, сборку в специальном приспособлении с фиксацией узлов рамы в отдельных точках и последующую панку припоем ПСР-40. Пропаянные рамы подвергают контролю точности в специальном приспособлении, в случае необходимости выполняют ручную правку с использованием рычага.
Затем готовые рамы подвергают выборочным испытаниям на прочность и жесткость. При прочностных испытаниях оценивают прочность соединения в узлах и прочность отдельных труб на разрыв. При жесткостных испытаниях контролируют поперечную податливость рамы при трехопорном подвесе на одном из наконечников заднеи вилки и на головной трубе и при поперечном нагружении рамы на каретке. Поперечная деформация каретки рамы до 4 мм при нагрузке 600 Н считается допустимой при условии исчезновения остаточных деформаций, которые не должны превышать 0,3 мм.
Таблица 3.1. Геометрические размеры рамы шоссейного гоночного велосипеда В-552И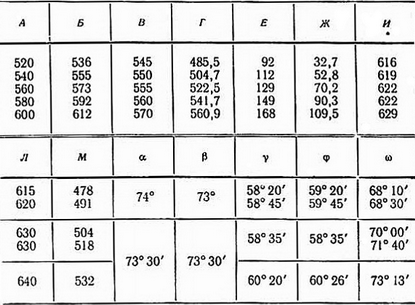
Примечание. Размеры даны в привязке к одной из модификаций модели В-552И.
 3.3. Передняя вилка
3.3. Передняя вилка
Узел передней вилки состоит из двух перьев 8 и 9 (рис. 3.3), выполненных из труб переменного сечения из стали 30ХМА и оснащенных соответственно левым 10 и правым 11 наконечниками из стали 10, коронки 12 из стали ЗОЛ, стержня 1 и шарикоподшипникового узла, с помощью которого передняя вилка монтируется на раме.
Технологический маршрут изготовления передней вилки предусматривает получение заготовок, последующую их механическую обработку, сборку в приспособлении и предварительную пайку, окончательную пайку